定盤の基礎知識
2026.06.01
製造業の設計・開発から加工・検査、さらには高度な実験・試験にいたるまで、あらゆる工程で「精度の絶対的な基準」として欠かせないのが精密定盤です。
どれほど高性能な測定器や加工機械を導入しても、その土台となる基準面がわずかでも歪んでいれば、正確な数値を導き出すことはできません。
本コラムでは、精密定盤について詳しくご紹介いたします。
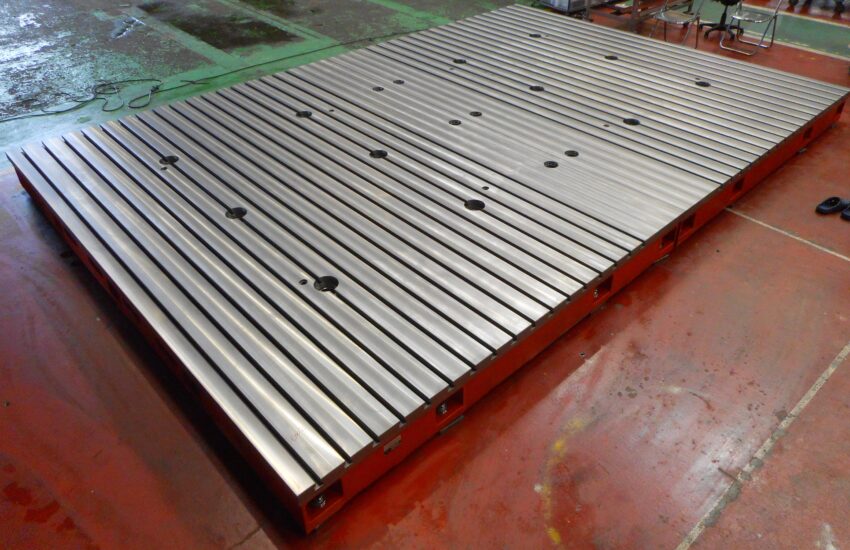
定盤とは、ものづくりの現場において、製品や部品の形状・寸法を正確に測定・加工・検査するための「絶対的な平面」を提供する、極めて平滑な盤状の構造体です。一般的には機械装置の加工/組立/検査/実験などを行うための基準平面(水平面)として用いられます。その平面は「機械加工」「きさげ」等により、必要な精度に仕上げられています。表面は、機械や装置を固定するために、T溝加工やタップ穴加工が行われることが多く、測定のための基準線や基準溝を加工することも可能です。
精密定盤と呼ばれるものは、特に厳しい公差規格に基づいて製造・管理されており、現場のニーズに応じていくつかの種類に分類されます。
例えば、三次元測定機やハイトゲージと組み合わせて寸法測定を行う「検査定盤(測定用定盤)」、機械部品や高精度軸直結部などを正確に組み立てるための「組立用定盤」、エンジンやモーターなどの動力試験を行う際に試験装置やワークを強固に固定する「試験定盤」などがあります。このように、精密定盤は製造業におけるすべての「精度」の出発点であり、品質管理の土台を支える不可欠なインフラとしての役割を担っています。
製造現場でハイトゲージやダイヤルゲージなどの測定器を使用したり、金属材料に加工用の線を引く「ケガキ作業」を行ったりする際、それらを乗せる床や作業台がわずかでも歪んでいれば、測定値に致命的な誤差が生じてしまいます。信頼性の高い測定データを得て製品の品質を均一に保つためには、三次元的な狂いが一切ない精密定盤が必要となります。
また、精密定盤の重要性は単なる寸法測定にとどまりません。大型の機械装置や精密なセッティングが必要なレーシングカー、航空宇宙関連の部品などを組み立てる際も、基準となる面が不完全であれば、製品全体に目に見えない歪みや「ねじれ」が蓄積してしまいます。こうした歪みは、後に機械を稼働させた際の異常振動や早期摩耗、最悪の場合は破損事故といった重大なトラブルを引き起こす原因になります。
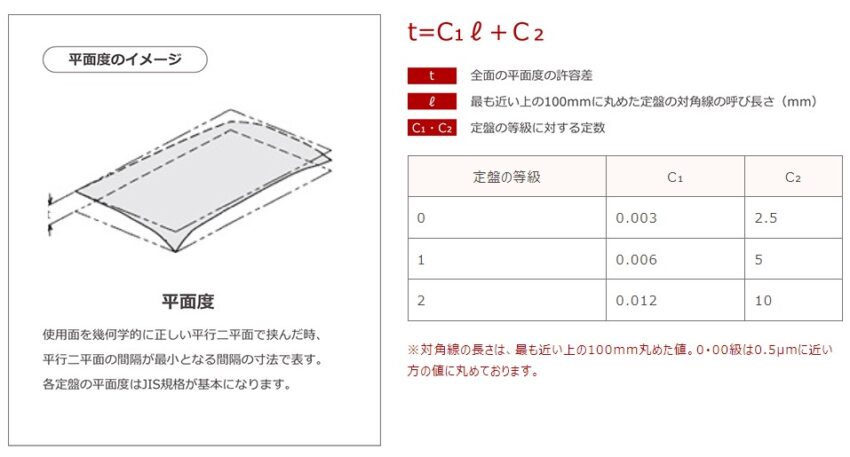
日本の製造業において、精密定盤の形状、寸法、精度、および性能は、日本産業規格である「JIS B 7513(精密定盤)」によって厳格に規定されています。この規格は、使用面の大きさが 160×100mm から 2500×1600mm までの角形定盤を主な対象としており、購入・選定時の世界共通の信頼性を担保する基準となっています。JIS規格内では、定盤の「平面度」の公差値が、定盤のサイズや等級に応じて詳細な数式により算出されるよう定義されています。
さらに、JIS B 7513は単に表面の平らさを規定するだけでなく、定盤としての実用性を確保するための構造的な要件も定めています。具体的には、自重や荷重によるたわみを最小限に抑えるための「剛性」の基準や、経年変化による歪みを防ぐために鋳鉄素材の内部応力を除去する熱処理の実施、安定して設置するための「3個の主たる支持足」の配置などが盛り込まれています。
JIS B 7513では、平面度の精度の高さに応じて、精密定盤を「0級」「1級」「2級」の3つの等級に区分しています。数字が小さくなるほど平面度の公差が厳しくなり、より極限の平滑さが求められます。それぞれの等級の具体的な役割と使用環境の目安は以下の通りです。
精密定盤を選定する最初のステップは、どのような場所で、どのような作業を行うかという「環境と用途」に合わせて最適な材質を絞り込むことです。
日常的な防錆メンテナンスの手間を減らしたい場合や、クリーンルーム内での使用、長期間にわたって寸法変化を発生させたくない厳格な測定を行う場合は、「石製定盤」の一択となります。サビのリスクがなく、キズによる突起も出ないため、測定室でのスタンダードな運用に最も適しています。
一方で、測定対象物をボルトや治具でしっかりと固定する必要がある場合や、定盤の上面にT溝加工や独自の追加工を施してカスタマイズしたい場合は、加工性に優れた「鋳鉄製定盤」を選ぶ必要があります。
次に、自社が製品に求めている、あるいは顧客から要求されている測定の公差に基づいて定盤の等級を決定します。
| 用途・設置環境 | 推奨される等級 |
|---|---|
| 恒温室内での超精密測定、三次元測定機の基準ベース、マスターゲージの校正 | JIS 0級(またはメーカー独自規格の00級) |
| 検査室での日常的な製品出荷検査、機械加工ライン間での中間測定 | JIS 1級 |
| 溶接・製缶加工現場、日常のケガキ作業、機械装置の組み立て・アライメント調整 | JIS 2級 |
ここで重要な注意点として、等級の選定は「設置場所の環境」とセットで考える必要があります。いくら最高精度の「0級」を購入したとしても、床がガタガタで振動が激しく、エアコンの風が直接当たるような一般の加工現場に設置してしまっては、定盤が熱で歪み、本来の0級としての平面度を発揮することはできません。現場の床の環境が厳しい場合は、あらかじめ「2級」の実用的な精度で運用するか、あるいは定盤を設置するエリアの環境改善を同時に行う必要があります。
最後のチェックポイントは、定盤の上に載せるワークや試験装置の「寸法」と「総重量」です。定盤の呼び寸法は、ワークを載せた上で、測定器を周囲に配置して十分に動かせるだけの余裕を持ったサイズを選定します。自動車、船舶、航空宇宙機器などの大型輸送機器の開発・検査用としては、単体の定盤ではサイズが足りないため、複数枚を連結する「長尺定盤」や、輸送・搬入を考慮した「分割設計」の超大型定盤が採用されます。
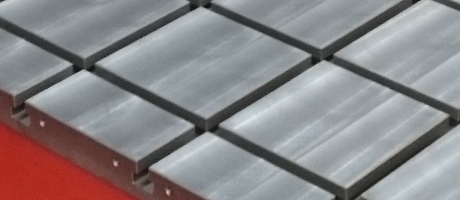
重量物を載せる際に最も重要となるのが、定盤の「剛性と耐荷重」です。重いワークを載せた際、定盤自体がその重みで中央部分がたわんでしまっては、基準面としての機能を失ってしまいます。そのため、数十トンから100トンを超えるような超重量物を載せる場合は、設計段階で「CAE解析(構造解析)」を行い、内部を格子状の「ボックス型構造」にするなどして、自重や荷重によるたわみを極限まで抑える最適設計を行う必要があります。
また、ただ重いだけでなく、工作機械やエンジン、EV用モーターの駆動ユニット(eAxleなど)を定盤の上に設置して「回転試験や振動試験」を行う場合は、装置自体が発生する激しい振動が床に伝わったり、逆に床からの微細な振動が測定を邪魔したりします。このようなケースでは、定盤の脚部に「防振ゴムパッド」や「エアバネ」の機構を組み込んだ専用の「防振定盤」を設計・導入することが必須となります。
鋳物定盤カスタムナビを運営する大和重工株式会社には、定盤の製作実績が多数ございます。
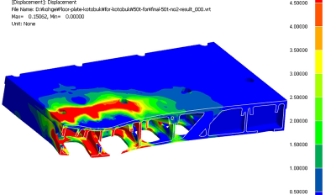
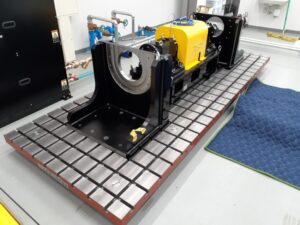
大和重工の定盤「Daiwa定盤」には、上記写真のようにCAEを使用した構造解析を実施しております。定盤の耐荷重は、剛性と支持点の数によって決まります。積載する機械や装置の最大荷重に基づき、変形が許容値以下となるように設計いたします。必要に応じて、CAEによる構造解析を行い、変形状態を詳細にシミュレーションすることも可能です。

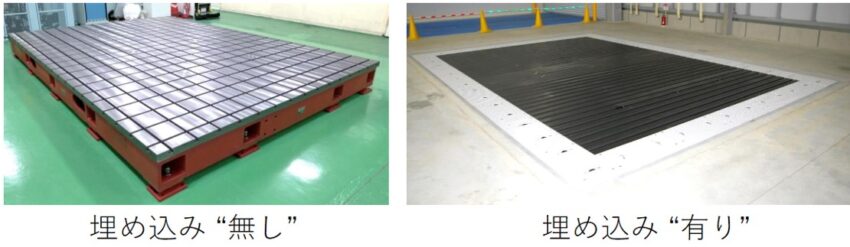
定盤平面度の精度は、機械加工を行った時点と据え付け後では異なります。
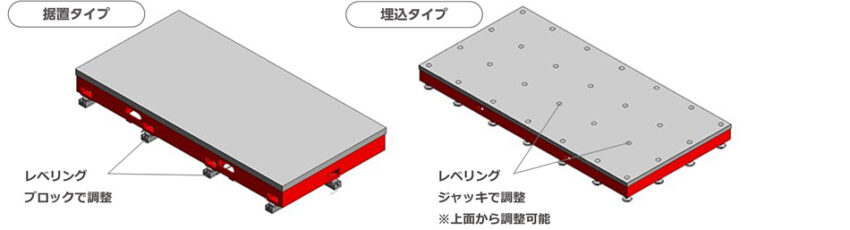
「Daiwa定盤」は、据え付け後で平面度の保証を行えるように、事前打合せを十分に行い、搬入方法、基礎への固定方法、レベル調整方法などを決めさせて頂き、据付作業も責任を持って請け負います。
一見すると困難に思えますが、定盤据付時の精度を維持して使い続ける事も、「Daiwa定盤」なら可能です。
「Daiwa定盤」には精度を維持し続けるために必要な機構が備わっています。定期的にメンテナンスを行うことで、据付時の精度を維持できますので、定期メンテナンスも安心してお任せください。
当社が製作した定盤をご紹介します。

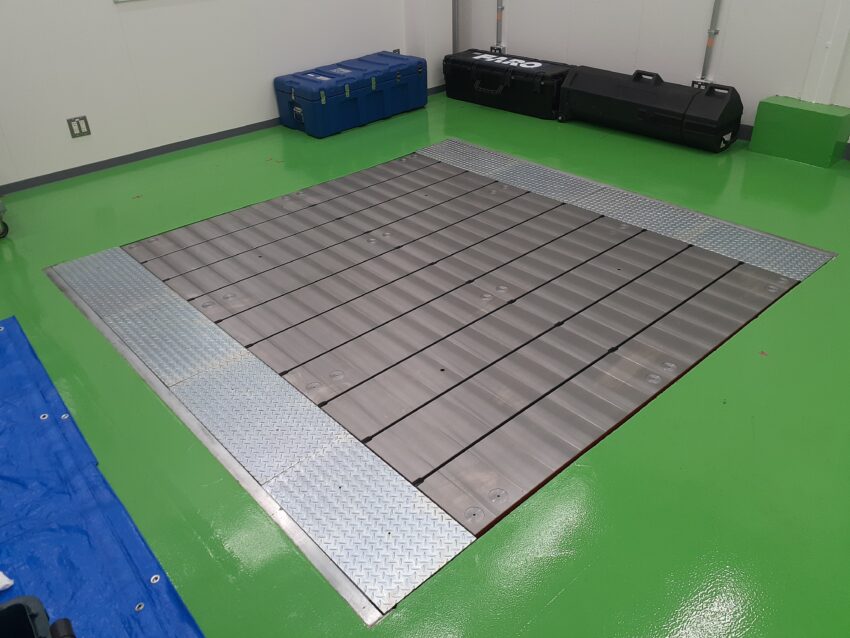
レイアウトマシン用の基準溝が必要とのご要望をいただいたため、キー溝とタップ穴加工を行いました。また、建屋の設計段階からご協力させていただき、スムーズに据付工事まで実施することができました。
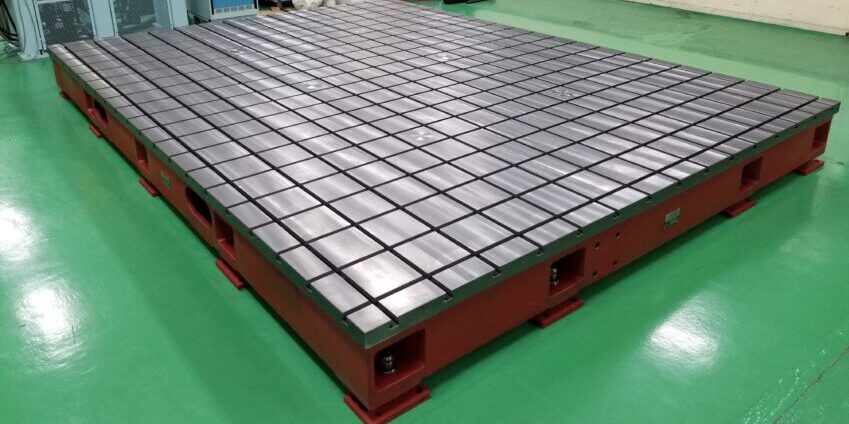
製品の試験を行うための定盤として、高剛性で平面度も担保できる定盤のご要望をいただきました。当社では設計段階での荷重条件等の構造解析を行いますし、独自のボックス型構造を採用し剛性も担保している定盤という点でご評価いただきました。
定盤の製作なら、3m×8mまでの超大型鋳物定盤の設計から製作・施工まで一貫対応が可能な鋳物定盤カスタムナビにお任せください。


サイトマップ プライバシーポリシー
Copyright © 2024 Daiwa Heavy Industry Co., Ltd. All Rights Reserved.
Copyright © 2024 Daiwa Heavy Industry Co., Ltd.
All Rights Reserved.